 We’ve all heard the term “opposites attract”; in fact we typically tend to refer to this term when discussing the magnetic nature between two people or two opposing forces. Many believe that some conflicting influences actually complete the character of a bond, resulting in the fulfillment of an otherwise incomplete union. It is this difference that many think makes relationships edgy, dynamic, exciting or even a little scary. There is, of course, a fine line between “a little scary” and frightening. When it comes to metals that are subjected to high-temperature, high-pressure conditions, it is safe to say the best bonds are those formed by similar materials; those that work with each other to become a stronger force rather than create an unstable weld.
We’ve all heard the term “opposites attract”; in fact we typically tend to refer to this term when discussing the magnetic nature between two people or two opposing forces. Many believe that some conflicting influences actually complete the character of a bond, resulting in the fulfillment of an otherwise incomplete union. It is this difference that many think makes relationships edgy, dynamic, exciting or even a little scary. There is, of course, a fine line between “a little scary” and frightening. When it comes to metals that are subjected to high-temperature, high-pressure conditions, it is safe to say the best bonds are those formed by similar materials; those that work with each other to become a stronger force rather than create an unstable weld.
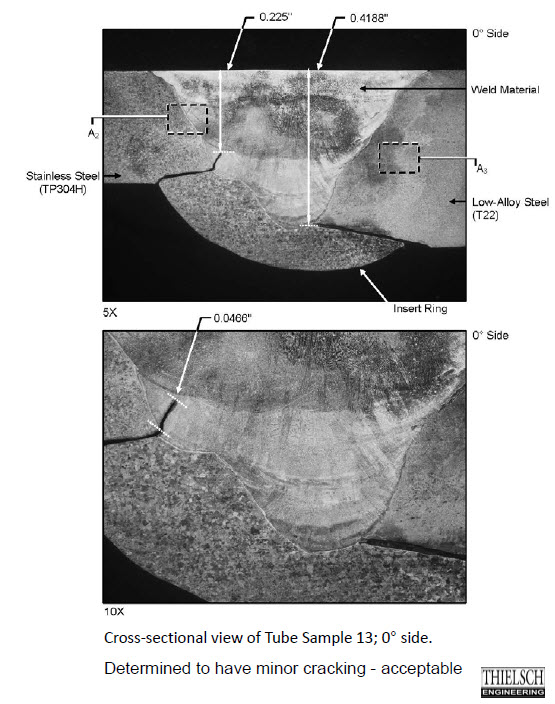
To understand the reasons why these welds exist in boilers of today’s power industry, we must consider the economics behind the fabrication of these components. Designers of boiler superheater and reheater pendants incorporate the favorable mechanical properties of stainless steel within the sections of the boiler that combine high heat and high gas flows. However, due to the high material costs, these sections are ultimately welded to more typical low alloy steels. The resulting dissimilar metal welds (DMW’s) have a tendency to suffer service-related deteriorations (cracking) over time. Cracking of these dissimilar metal welds is typically attributed to three primary factors. The most significant factor is the difference between the thermal coefficient of expansion of the weld deposit and tubing. This difference results in a significant temperature-induced stress at the weld interface.  Fig. 1 illustrates a typical metallurgical sampling of a DMW tube segment.
Fig. 1 illustrates a typical metallurgical sampling of a DMW tube segment.
The second factor contributing to the degradation of this type of weld is carbon diffusion. This diffusion occurs slightly during welding and more extensively during subsequent use in high-temperature service. The resulting band of carbon depleted low-alloy steel immediately adjacent to the weld interface has a greater propensity for failure due to creep.

The third factor affecting the integrity of this type of weld is a difference in oxidation resistance between low alloy and stainless steels. This difference results in an oxide wedge forming along the outside and inside diameters of the component in question at the interface between these two materials. These wedges will continue to grow as a result of the difference in the oxidation resistance of the two materials. The oxide wedges reduce the available cross-sectional thickness of the component, and thus, its load bearing capacity.
{kind=link}
So as you can see, opposites do not always attract. The “chemistry” of the opposing forces of two people may intensify the connection in their relationship. However, the “chemistry” of two opposing metals simply does not produce a secure long-term bond. We cannot ignore that locations of DMW’s exist in most modern facilities. Identifying these areas and incorporating an inspection plan to monitor the integrity of the welds is paramount to the reliability of the unit.
You must be logged in to post a comment.